

-
- 公司:
- 惠州市科泰机械设备有限公司
-
- 联系:
- 黎生
-
- 邮箱:
- 13530842478@139.com
-
- 手机:
-
13530842478
-
- 电话:
-
0752-3598119
0752-3598098
-
- 传真:
-
0752-3598119
-
- 地址:
- 惠州市惠阳区

- 1、原油提炼汽柴油装置 31
- 2、废机油提炼柴油装置 16
- 3、废机油再生基础油装 22
- 4、重油减粘裂化生产燃 30
- 5、重油、渣油、污油延 21
- 6、催化油浆热裂化生产 17
- 7、渣油氧化生产优质道 19
- 8、蜡油非临氢催化生产 20
- 9、中低温煤焦油生产煤 17
- 10、废橡胶、废轮胎、 17
- 11、轮胎油、塑料油切 27
- 12、生物柴油装置设备 24
- 13、基础油糠醛精制装 22
- 14、油田凝析油芳构化 16

- 炼油的中国行情13041阅读 2021-06-18 23:02:52
- 炼油的炼厂气加工12638阅读 2021-06-18 23:00:16
- 炼油延迟焦化的生产工艺12563阅读 2021-06-18 22:59:04
- 炼油加氢裂化生产工艺12419阅读 2021-06-18 22:57:54
- 炼油催化重整生产工艺12917阅读 2021-06-18 22:56:42

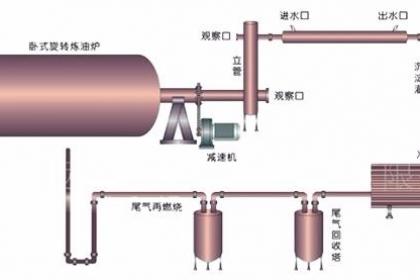
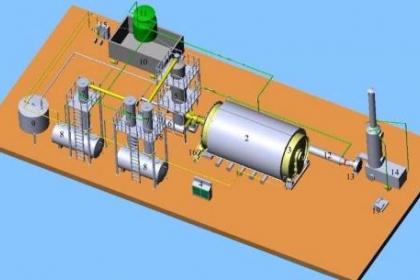
惠州惠阳催化油浆热裂化沥青装置设备,易操作,安装简便
2026-02-16 06:43:01 10913次浏览

价 格:面议
影响碱炼的因素
1、碱及其用量,理论碱量算法:NaOH(Kg)= 7.13 ×10-4×油重×酸值
2、碱液浓度
(1)碱液浓度的确定原则。
1)碱滴与游离脂肪酸有较大的接触面积,能保证碱液在油中有适宜的降速。
2)有一定的脱色能力。
3)使油皂分离操作方便。
(2)碱液浓度的选择依据
1)粗油的酸价
2)制油方法
3)中性油皂化损失
4)皂脚的稠度
5)皂脚含油损耗
6)操作温度
7)粗油的脱色程度
3 碱液的计量
4 操作温度
5 操作时间
6 混合和搅拌
7 杂质
8 分离效果
9 洗涤与干燥
油脂的精炼工艺
豆油是我国大宗油脂,其脂肪酸组成均以油酸、亚油酸为主,是人类主要食用油脂,如果油料品质好,制取工艺科学,则其毛油的品质是较好的。一般游离脂肪酸含量低于2%,经过粗炼即能达到普通食用油的品质,其精制油的精炼工艺也较简单。
大豆油的精炼工艺如下:
毛油——过滤——酸化——中和——分离——
水洗——分离——干燥——吸附脱色——过滤——
析气——蒸馏脱臭——过滤——精炼成品油
废机油炼油设备的使用不仅处理废油,而且还加工和生产可用的产品,其生产效率高,因此得到广泛认可。在设备生产中,需要通过各种流程进行处理。分馏可直接影响设备的生产效率和设备的运行。
废机油炼油设备是一种环保设备。 从它的名字可以看出它通过某个过程被加工成可用的油,但在这个过程中会有一些其他的气体。 为了避免环境影响,我们须处理烟尘排放。
废机油炼油设备在加热裂化过程中,如果直接排出,产生的C1-C4烷烃可燃气体是浪费的。 水密封回收系统可用于将这些气体输送到炉子中以实现完全燃烧,这既环保又节能。废机油炼油设备送料系统可采用高强度无泄漏装置,保证密封,确保生产。
炼油设备要满足各项要求,反应设备应能在规定的温度、压力、浓度等条件下进行所需要的化学反应、且反应率及反应速度达到工艺要求;传质设备应能将处于混合状态的物料实施分离、并达到工艺要求的分离效果和处理能力,换热设备应能在规定的流量和温度条件下实施规定的热量交换等。 炼油生产时所需的各种东西,大部分都是易燃、易爆、毒性腐蚀等物质,而且生产过程一般都是在一定的压力、温度甚至于高温、高压下进行的;
一旦发生事故仅设备本身遭到破坏,往往还会诱发一连串恶性事故,造成重大人身伤亡和经济损失,所以生产的性尤为重要。
-
 常规法 常规法脱蜡即单靠冷冻结晶,然后用机械方法分离油、蜡而不加任何辅助剂和辅助手段的脱蜡方法。分离时采用加压过滤、真空过滤和离心分离等设备。此法最简单的是一次结晶、过滤法。例如将脱臭后的米糠油(温度在 50℃以上)移入有冷却装置的贮罐,19-07-23 17:18:01
常规法 常规法脱蜡即单靠冷冻结晶,然后用机械方法分离油、蜡而不加任何辅助剂和辅助手段的脱蜡方法。分离时采用加压过滤、真空过滤和离心分离等设备。此法最简单的是一次结晶、过滤法。例如将脱臭后的米糠油(温度在 50℃以上)移入有冷却装置的贮罐,19-07-23 17:18:01 -
 脱 色 植物油中的色素成分复杂,主要包括叶绿素、胡萝卜素、黄酮色素、花色素以及某些糖类、蛋白质的分解产物等。油脂脱色常用吸附脱色法。吸附脱色法原理是利用吸附力强的吸附剂在热油中能吸附色素及其他杂质的特性,在过滤去除吸附剂的同时也把被吸附的19-07-23 17:16:01
脱 色 植物油中的色素成分复杂,主要包括叶绿素、胡萝卜素、黄酮色素、花色素以及某些糖类、蛋白质的分解产物等。油脂脱色常用吸附脱色法。吸附脱色法原理是利用吸附力强的吸附剂在热油中能吸附色素及其他杂质的特性,在过滤去除吸附剂的同时也把被吸附的19-07-23 17:16:01 -
 脱 酸 植物油脂中总是有一定数量的游离脂肪酸,其量取决于油料的质量。种籽的不成熟性,种籽的高破损性等,乃是造成高酸值油脂的原因,尤其在高水分条件下,对油脂保存十分不利,这样会使得游离酸含量升高,并降低了油脂的质量,使油脂的食用品质恶化。脱19-07-23 17:14:01
脱 酸 植物油脂中总是有一定数量的游离脂肪酸,其量取决于油料的质量。种籽的不成熟性,种籽的高破损性等,乃是造成高酸值油脂的原因,尤其在高水分条件下,对油脂保存十分不利,这样会使得游离酸含量升高,并降低了油脂的质量,使油脂的食用品质恶化。脱19-07-23 17:14:01 -
 冷却结晶是在冷却室进行的,室温0-4℃,油于70℃左右送人外涂保温层的冷却罐中,冷却时间72hr,冷却罐最终油温为 6 -10℃。降温速度开始 24 hr内,平均为2℃/h;以后24hr为0.5℃/h,最后24hr总降温度约 1-2℃。布袋19-07-23 17:12:01
冷却结晶是在冷却室进行的,室温0-4℃,油于70℃左右送人外涂保温层的冷却罐中,冷却时间72hr,冷却罐最终油温为 6 -10℃。降温速度开始 24 hr内,平均为2℃/h;以后24hr为0.5℃/h,最后24hr总降温度约 1-2℃。布袋19-07-23 17:12:01 -
 油脂精炼意义 1.增强油脂储藏稳定性 2.改善油脂风味 3.改善油脂色泽 为油脂深加工制品提供原料 二、毛油组成成分 毛油中绝大部分为混酸甘油脂的混合物,即油脂,只含有极少量的杂质。这些杂质虽然量小,但在影响油脂品质和稳定性上却19-07-23 17:10:02
油脂精炼意义 1.增强油脂储藏稳定性 2.改善油脂风味 3.改善油脂色泽 为油脂深加工制品提供原料 二、毛油组成成分 毛油中绝大部分为混酸甘油脂的混合物,即油脂,只含有极少量的杂质。这些杂质虽然量小,但在影响油脂品质和稳定性上却19-07-23 17:10:02 -
 冷却结晶是在冷却室进行的,室温0-4℃,油于70℃左右送人外涂保温层的冷却罐中,冷却时间72hr,冷却罐最终油温为 6 -10℃。降温速度开始 24 hr内,平均为2℃/h;以后24hr为0.5℃/h,最后24hr总降温度约 1-2℃。布袋19-07-23 17:08:01
冷却结晶是在冷却室进行的,室温0-4℃,油于70℃左右送人外涂保温层的冷却罐中,冷却时间72hr,冷却罐最终油温为 6 -10℃。降温速度开始 24 hr内,平均为2℃/h;以后24hr为0.5℃/h,最后24hr总降温度约 1-2℃。布袋19-07-23 17:08:01 -
 蜡糊(占总油量的15%-17 %)倒入熔化锅,加热到 35- 40℃,装袋入榨,榨机选用90型液压榨油机,榨盘平面压强为2.5-5MPa,操作时要做到轻压、勤压、不跑蜡糊,压榨时间为 12 hr。压榨分离出的软脂约占61%,粗蜡约占39%19-07-23 17:06:01
蜡糊(占总油量的15%-17 %)倒入熔化锅,加热到 35- 40℃,装袋入榨,榨机选用90型液压榨油机,榨盘平面压强为2.5-5MPa,操作时要做到轻压、勤压、不跑蜡糊,压榨时间为 12 hr。压榨分离出的软脂约占61%,粗蜡约占39%19-07-23 17:06:01 -
 精炼主要设备 1、离心机 离心机是油脂精炼的主要设备之一,目前国外主要是阿法-拉伐和韦斯伐利亚两家公司独占鳌头,也许是受中国引进第一套50t/d阿法-拉伐离心机及配套碱炼设备的影响,几乎所有的同行都对阿法-拉伐离心机感兴趣。但随着对国外19-07-23 17:04:01
精炼主要设备 1、离心机 离心机是油脂精炼的主要设备之一,目前国外主要是阿法-拉伐和韦斯伐利亚两家公司独占鳌头,也许是受中国引进第一套50t/d阿法-拉伐离心机及配套碱炼设备的影响,几乎所有的同行都对阿法-拉伐离心机感兴趣。但随着对国外19-07-23 17:04:01 -
 蜡糊(占总油量的15%-17 %)倒入熔化锅,加热到 35- 40℃,装袋入榨,榨机选用90型液压榨油机,榨盘平面压强为2.5-5MPa,操作时要做到轻压、勤压、不跑蜡糊,压榨时间为 12 hr。压榨分离出的软脂约占61%,粗蜡约占39%19-07-23 17:02:02
蜡糊(占总油量的15%-17 %)倒入熔化锅,加热到 35- 40℃,装袋入榨,榨机选用90型液压榨油机,榨盘平面压强为2.5-5MPa,操作时要做到轻压、勤压、不跑蜡糊,压榨时间为 12 hr。压榨分离出的软脂约占61%,粗蜡约占39%19-07-23 17:02:02 -
 脱 胶 油脂胶溶性杂质不仅影响油脂的稳定性,而且影响油脂精炼和深度加工的工艺效果。油脂在碱炼过程中,会促使乳化,增加操作困难,增大炼耗和辅助剂的耗用量,并使皂脚质量降低;在脱色过程中,增大吸附剂耗用量,降低脱色效果。 脱除毛油中胶溶性杂19-07-23 17:00:01
脱 胶 油脂胶溶性杂质不仅影响油脂的稳定性,而且影响油脂精炼和深度加工的工艺效果。油脂在碱炼过程中,会促使乳化,增加操作困难,增大炼耗和辅助剂的耗用量,并使皂脚质量降低;在脱色过程中,增大吸附剂耗用量,降低脱色效果。 脱除毛油中胶溶性杂19-07-23 17:00:01 -
脱 胶 油脂胶溶性杂质不仅影响油脂的稳定性,而且影响油脂精炼和深度加工的工艺效果。油脂在碱炼过程中,会促使乳化,增加操作困难,增大炼耗和辅助剂的耗用量,并使皂脚质量降低;在脱色过程中,增大吸附剂耗用量,降低脱色效果。 脱除毛油中胶溶性杂19-07-23 16:58:01
-
冷却结晶是在冷却室进行的,室温0-4℃,油于70℃左右送人外涂保温层的冷却罐中,冷却时间72hr,冷却罐最终油温为 6 -10℃。降温速度开始 24 hr内,平均为2℃/h;以后24hr为0.5℃/h,最后24hr总降温度约 1-2℃。布袋19-07-23 16:56:01
-
 脱 酸 植物油脂中总是有一定数量的游离脂肪酸,其量取决于油料的质量。种籽的不成熟性,种籽的高破损性等,乃是造成高酸值油脂的原因,尤其在高水分条件下,对油脂保存十分不利,这样会使得游离酸含量升高,并降低了油脂的质量,使油脂的食用品质恶化。脱19-07-23 16:54:01
脱 酸 植物油脂中总是有一定数量的游离脂肪酸,其量取决于油料的质量。种籽的不成熟性,种籽的高破损性等,乃是造成高酸值油脂的原因,尤其在高水分条件下,对油脂保存十分不利,这样会使得游离酸含量升高,并降低了油脂的质量,使油脂的食用品质恶化。脱19-07-23 16:54:01 -
 分提理论基础 油脂分提理论 在一定温度下利用构成油脂的各种甘三酯熔点差异及溶解度的不同,把油脂分成固、液两部分,这就是油脂分提(Fractionation)。 分提与冬化区别: 分提与冬化基于同一原理,但它们有不同的目的。 在冬化19-07-23 16:52:01
分提理论基础 油脂分提理论 在一定温度下利用构成油脂的各种甘三酯熔点差异及溶解度的不同,把油脂分成固、液两部分,这就是油脂分提(Fractionation)。 分提与冬化区别: 分提与冬化基于同一原理,但它们有不同的目的。 在冬化19-07-23 16:52:01 -
脱 胶 油脂胶溶性杂质不仅影响油脂的稳定性,而且影响油脂精炼和深度加工的工艺效果。油脂在碱炼过程中,会促使乳化,增加操作困难,增大炼耗和辅助剂的耗用量,并使皂脚质量降低;在脱色过程中,增大吸附剂耗用量,降低脱色效果。 脱除毛油中胶溶性杂19-07-23 16:50:01
-
油脂精炼意义 1.增强油脂储藏稳定性 2.改善油脂风味 3.改善油脂色泽 为油脂深加工制品提供原料 二、毛油组成成分 毛油中绝大部分为混酸甘油脂的混合物,即油脂,只含有极少量的杂质。这些杂质虽然量小,但在影响油脂品质和稳定性上却19-07-23 16:48:01
-
 常规法 常规法脱蜡即单靠冷冻结晶,然后用机械方法分离油、蜡而不加任何辅助剂和辅助手段的脱蜡方法。分离时采用加压过滤、真空过滤和离心分离等设备。此法最简单的是一次结晶、过滤法。例如将脱臭后的米糠油(温度在 50℃以上)移入有冷却装置的贮罐,19-07-23 16:46:01
常规法 常规法脱蜡即单靠冷冻结晶,然后用机械方法分离油、蜡而不加任何辅助剂和辅助手段的脱蜡方法。分离时采用加压过滤、真空过滤和离心分离等设备。此法最简单的是一次结晶、过滤法。例如将脱臭后的米糠油(温度在 50℃以上)移入有冷却装置的贮罐,19-07-23 16:46:01 -
油脂精炼意义 1.增强油脂储藏稳定性 2.改善油脂风味 3.改善油脂色泽 为油脂深加工制品提供原料 二、毛油组成成分 毛油中绝大部分为混酸甘油脂的混合物,即油脂,只含有极少量的杂质。这些杂质虽然量小,但在影响油脂品质和稳定性上却19-07-23 16:44:01
-
 影响精炼成本的因素 1、提高精炼率 精炼率是影响精炼成本的最主要因素,与毛油品质、精炼的工艺、精炼的操作都有非常密切的关系。 2、降低辅料消耗 辅料包括液碱、磷酸、柠檬酸、白土、柴油,同样的油品,采用不同的操作方法,都可以达到产品的19-07-23 16:42:01
影响精炼成本的因素 1、提高精炼率 精炼率是影响精炼成本的最主要因素,与毛油品质、精炼的工艺、精炼的操作都有非常密切的关系。 2、降低辅料消耗 辅料包括液碱、磷酸、柠檬酸、白土、柴油,同样的油品,采用不同的操作方法,都可以达到产品的19-07-23 16:42:01 -
 冷却结晶是在冷却室进行的,室温0-4℃,油于70℃左右送人外涂保温层的冷却罐中,冷却时间72hr,冷却罐最终油温为 6 -10℃。降温速度开始 24 hr内,平均为2℃/h;以后24hr为0.5℃/h,最后24hr总降温度约 1-2℃。布袋19-07-23 16:40:01
冷却结晶是在冷却室进行的,室温0-4℃,油于70℃左右送人外涂保温层的冷却罐中,冷却时间72hr,冷却罐最终油温为 6 -10℃。降温速度开始 24 hr内,平均为2℃/h;以后24hr为0.5℃/h,最后24hr总降温度约 1-2℃。布袋19-07-23 16:40:01