

-
- 公司:
- 惠州市科泰机械设备有限公司
-
- 联系:
- 黎生
-
- 邮箱:
- 13530842478@139.com
-
- 手机:
-
13530842478
-
- 电话:
-
0752-3598119
0752-3598098
-
- 传真:
-
0752-3598119
-
- 地址:
- 惠州市惠阳区
本站共被浏览过 9776572 次

- 1、原油提炼汽柴油装置 31
- 2、废机油提炼柴油装置 16
- 3、废机油再生基础油装 22
- 4、重油减粘裂化生产燃 30
- 5、重油、渣油、污油延 21
- 6、催化油浆热裂化生产 17
- 7、渣油氧化生产优质道 19
- 8、蜡油非临氢催化生产 20
- 9、中低温煤焦油生产煤 17
- 10、废橡胶、废轮胎、 17
- 11、轮胎油、塑料油切 27
- 12、生物柴油装置设备 24
- 13、基础油糠醛精制装 22
- 14、油田凝析油芳构化 16

- 炼油的中国行情13161阅读 2021-06-18 23:02:52
- 炼油的炼厂气加工12754阅读 2021-06-18 23:00:16
- 炼油延迟焦化的生产工艺12688阅读 2021-06-18 22:59:04
- 炼油加氢裂化生产工艺12519阅读 2021-06-18 22:57:54
- 炼油催化重整生产工艺13045阅读 2021-06-18 22:56:42

公司动态
您所在的位置:首页 > 详细信息
废塑料炼油设备的生产使用
2019-10-10 03:46:02 19935次浏览

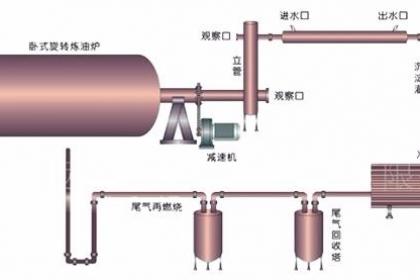
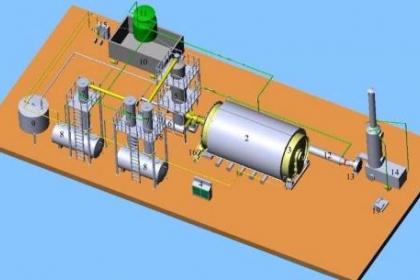
废塑料炼油设备的生产使用
在生活中有许多塑料制品,如:塑料袋、塑料桶、塑料瓶等,由于使用较多,使用过后残留下来的就是很多白色垃圾,由于其中所含的物质不易于分解,不管是焚烧还是其他处理都不好,为此根据塑料中所含有的物质,研究出了废塑料炼油设备,将这些废旧的塑料通过二次加工转化成可使用的油,解决了废弃塑料的污染问题。下面一起来了解下废塑料炼油设备的生产使用。
废塑料炼油设备的工作如下:
连续式催化裂化废塑料回收利用炼油新工艺,包括如下步骤:将废塑料进行粉碎、熔融,喂料至反应釜内;加入催化剂,将原料与催化剂在搅拌桨的搅拌作用下进行催化裂解反应,获得裂解气及灰渣;灰渣经反应釜的下方出料口排出,裂解气通过反应釜的上方出气口进入到冷凝系统中进行冷凝,冷凝获得的液态油品直接进入到混油罐中储存,未被冷凝下来的裂解气则进入到气柜中储存当做燃料使用。未被冷凝下来的裂解气储存至气柜中,在做燃料使用前本着环保的目的要经过洗涤塔对其进行碱洗吸收微量的HCl。
-
 常规法 常规法脱蜡即单靠冷冻结晶,然后用机械方法分离油、蜡而不加任何辅助剂和辅助手段的脱蜡方法。分离时采用加压过滤、真空过滤和离心分离等设备。此法最简单的是一次结晶、过滤法。例如将脱臭后的米糠油(温度在 50℃以上)移入有冷却装置的贮罐,19-07-23 17:18:01
常规法 常规法脱蜡即单靠冷冻结晶,然后用机械方法分离油、蜡而不加任何辅助剂和辅助手段的脱蜡方法。分离时采用加压过滤、真空过滤和离心分离等设备。此法最简单的是一次结晶、过滤法。例如将脱臭后的米糠油(温度在 50℃以上)移入有冷却装置的贮罐,19-07-23 17:18:01 -
 脱 色 植物油中的色素成分复杂,主要包括叶绿素、胡萝卜素、黄酮色素、花色素以及某些糖类、蛋白质的分解产物等。油脂脱色常用吸附脱色法。吸附脱色法原理是利用吸附力强的吸附剂在热油中能吸附色素及其他杂质的特性,在过滤去除吸附剂的同时也把被吸附的19-07-23 17:16:01
脱 色 植物油中的色素成分复杂,主要包括叶绿素、胡萝卜素、黄酮色素、花色素以及某些糖类、蛋白质的分解产物等。油脂脱色常用吸附脱色法。吸附脱色法原理是利用吸附力强的吸附剂在热油中能吸附色素及其他杂质的特性,在过滤去除吸附剂的同时也把被吸附的19-07-23 17:16:01 -
 脱 酸 植物油脂中总是有一定数量的游离脂肪酸,其量取决于油料的质量。种籽的不成熟性,种籽的高破损性等,乃是造成高酸值油脂的原因,尤其在高水分条件下,对油脂保存十分不利,这样会使得游离酸含量升高,并降低了油脂的质量,使油脂的食用品质恶化。脱19-07-23 17:14:01
脱 酸 植物油脂中总是有一定数量的游离脂肪酸,其量取决于油料的质量。种籽的不成熟性,种籽的高破损性等,乃是造成高酸值油脂的原因,尤其在高水分条件下,对油脂保存十分不利,这样会使得游离酸含量升高,并降低了油脂的质量,使油脂的食用品质恶化。脱19-07-23 17:14:01 -
 冷却结晶是在冷却室进行的,室温0-4℃,油于70℃左右送人外涂保温层的冷却罐中,冷却时间72hr,冷却罐最终油温为 6 -10℃。降温速度开始 24 hr内,平均为2℃/h;以后24hr为0.5℃/h,最后24hr总降温度约 1-2℃。布袋19-07-23 17:12:01
冷却结晶是在冷却室进行的,室温0-4℃,油于70℃左右送人外涂保温层的冷却罐中,冷却时间72hr,冷却罐最终油温为 6 -10℃。降温速度开始 24 hr内,平均为2℃/h;以后24hr为0.5℃/h,最后24hr总降温度约 1-2℃。布袋19-07-23 17:12:01 -
 油脂精炼意义 1.增强油脂储藏稳定性 2.改善油脂风味 3.改善油脂色泽 为油脂深加工制品提供原料 二、毛油组成成分 毛油中绝大部分为混酸甘油脂的混合物,即油脂,只含有极少量的杂质。这些杂质虽然量小,但在影响油脂品质和稳定性上却19-07-23 17:10:02
油脂精炼意义 1.增强油脂储藏稳定性 2.改善油脂风味 3.改善油脂色泽 为油脂深加工制品提供原料 二、毛油组成成分 毛油中绝大部分为混酸甘油脂的混合物,即油脂,只含有极少量的杂质。这些杂质虽然量小,但在影响油脂品质和稳定性上却19-07-23 17:10:02 -
 冷却结晶是在冷却室进行的,室温0-4℃,油于70℃左右送人外涂保温层的冷却罐中,冷却时间72hr,冷却罐最终油温为 6 -10℃。降温速度开始 24 hr内,平均为2℃/h;以后24hr为0.5℃/h,最后24hr总降温度约 1-2℃。布袋19-07-23 17:08:01
冷却结晶是在冷却室进行的,室温0-4℃,油于70℃左右送人外涂保温层的冷却罐中,冷却时间72hr,冷却罐最终油温为 6 -10℃。降温速度开始 24 hr内,平均为2℃/h;以后24hr为0.5℃/h,最后24hr总降温度约 1-2℃。布袋19-07-23 17:08:01 -
 蜡糊(占总油量的15%-17 %)倒入熔化锅,加热到 35- 40℃,装袋入榨,榨机选用90型液压榨油机,榨盘平面压强为2.5-5MPa,操作时要做到轻压、勤压、不跑蜡糊,压榨时间为 12 hr。压榨分离出的软脂约占61%,粗蜡约占39%19-07-23 17:06:01
蜡糊(占总油量的15%-17 %)倒入熔化锅,加热到 35- 40℃,装袋入榨,榨机选用90型液压榨油机,榨盘平面压强为2.5-5MPa,操作时要做到轻压、勤压、不跑蜡糊,压榨时间为 12 hr。压榨分离出的软脂约占61%,粗蜡约占39%19-07-23 17:06:01 -
 精炼主要设备 1、离心机 离心机是油脂精炼的主要设备之一,目前国外主要是阿法-拉伐和韦斯伐利亚两家公司独占鳌头,也许是受中国引进第一套50t/d阿法-拉伐离心机及配套碱炼设备的影响,几乎所有的同行都对阿法-拉伐离心机感兴趣。但随着对国外19-07-23 17:04:01
精炼主要设备 1、离心机 离心机是油脂精炼的主要设备之一,目前国外主要是阿法-拉伐和韦斯伐利亚两家公司独占鳌头,也许是受中国引进第一套50t/d阿法-拉伐离心机及配套碱炼设备的影响,几乎所有的同行都对阿法-拉伐离心机感兴趣。但随着对国外19-07-23 17:04:01 -
 蜡糊(占总油量的15%-17 %)倒入熔化锅,加热到 35- 40℃,装袋入榨,榨机选用90型液压榨油机,榨盘平面压强为2.5-5MPa,操作时要做到轻压、勤压、不跑蜡糊,压榨时间为 12 hr。压榨分离出的软脂约占61%,粗蜡约占39%19-07-23 17:02:02
蜡糊(占总油量的15%-17 %)倒入熔化锅,加热到 35- 40℃,装袋入榨,榨机选用90型液压榨油机,榨盘平面压强为2.5-5MPa,操作时要做到轻压、勤压、不跑蜡糊,压榨时间为 12 hr。压榨分离出的软脂约占61%,粗蜡约占39%19-07-23 17:02:02 -
 脱 胶 油脂胶溶性杂质不仅影响油脂的稳定性,而且影响油脂精炼和深度加工的工艺效果。油脂在碱炼过程中,会促使乳化,增加操作困难,增大炼耗和辅助剂的耗用量,并使皂脚质量降低;在脱色过程中,增大吸附剂耗用量,降低脱色效果。 脱除毛油中胶溶性杂19-07-23 17:00:01
脱 胶 油脂胶溶性杂质不仅影响油脂的稳定性,而且影响油脂精炼和深度加工的工艺效果。油脂在碱炼过程中,会促使乳化,增加操作困难,增大炼耗和辅助剂的耗用量,并使皂脚质量降低;在脱色过程中,增大吸附剂耗用量,降低脱色效果。 脱除毛油中胶溶性杂19-07-23 17:00:01 -
脱 胶 油脂胶溶性杂质不仅影响油脂的稳定性,而且影响油脂精炼和深度加工的工艺效果。油脂在碱炼过程中,会促使乳化,增加操作困难,增大炼耗和辅助剂的耗用量,并使皂脚质量降低;在脱色过程中,增大吸附剂耗用量,降低脱色效果。 脱除毛油中胶溶性杂19-07-23 16:58:01
-
冷却结晶是在冷却室进行的,室温0-4℃,油于70℃左右送人外涂保温层的冷却罐中,冷却时间72hr,冷却罐最终油温为 6 -10℃。降温速度开始 24 hr内,平均为2℃/h;以后24hr为0.5℃/h,最后24hr总降温度约 1-2℃。布袋19-07-23 16:56:01
-
 脱 酸 植物油脂中总是有一定数量的游离脂肪酸,其量取决于油料的质量。种籽的不成熟性,种籽的高破损性等,乃是造成高酸值油脂的原因,尤其在高水分条件下,对油脂保存十分不利,这样会使得游离酸含量升高,并降低了油脂的质量,使油脂的食用品质恶化。脱19-07-23 16:54:01
脱 酸 植物油脂中总是有一定数量的游离脂肪酸,其量取决于油料的质量。种籽的不成熟性,种籽的高破损性等,乃是造成高酸值油脂的原因,尤其在高水分条件下,对油脂保存十分不利,这样会使得游离酸含量升高,并降低了油脂的质量,使油脂的食用品质恶化。脱19-07-23 16:54:01 -
 分提理论基础 油脂分提理论 在一定温度下利用构成油脂的各种甘三酯熔点差异及溶解度的不同,把油脂分成固、液两部分,这就是油脂分提(Fractionation)。 分提与冬化区别: 分提与冬化基于同一原理,但它们有不同的目的。 在冬化19-07-23 16:52:01
分提理论基础 油脂分提理论 在一定温度下利用构成油脂的各种甘三酯熔点差异及溶解度的不同,把油脂分成固、液两部分,这就是油脂分提(Fractionation)。 分提与冬化区别: 分提与冬化基于同一原理,但它们有不同的目的。 在冬化19-07-23 16:52:01 -
脱 胶 油脂胶溶性杂质不仅影响油脂的稳定性,而且影响油脂精炼和深度加工的工艺效果。油脂在碱炼过程中,会促使乳化,增加操作困难,增大炼耗和辅助剂的耗用量,并使皂脚质量降低;在脱色过程中,增大吸附剂耗用量,降低脱色效果。 脱除毛油中胶溶性杂19-07-23 16:50:01
-
油脂精炼意义 1.增强油脂储藏稳定性 2.改善油脂风味 3.改善油脂色泽 为油脂深加工制品提供原料 二、毛油组成成分 毛油中绝大部分为混酸甘油脂的混合物,即油脂,只含有极少量的杂质。这些杂质虽然量小,但在影响油脂品质和稳定性上却19-07-23 16:48:01
-
 常规法 常规法脱蜡即单靠冷冻结晶,然后用机械方法分离油、蜡而不加任何辅助剂和辅助手段的脱蜡方法。分离时采用加压过滤、真空过滤和离心分离等设备。此法最简单的是一次结晶、过滤法。例如将脱臭后的米糠油(温度在 50℃以上)移入有冷却装置的贮罐,19-07-23 16:46:01
常规法 常规法脱蜡即单靠冷冻结晶,然后用机械方法分离油、蜡而不加任何辅助剂和辅助手段的脱蜡方法。分离时采用加压过滤、真空过滤和离心分离等设备。此法最简单的是一次结晶、过滤法。例如将脱臭后的米糠油(温度在 50℃以上)移入有冷却装置的贮罐,19-07-23 16:46:01 -
油脂精炼意义 1.增强油脂储藏稳定性 2.改善油脂风味 3.改善油脂色泽 为油脂深加工制品提供原料 二、毛油组成成分 毛油中绝大部分为混酸甘油脂的混合物,即油脂,只含有极少量的杂质。这些杂质虽然量小,但在影响油脂品质和稳定性上却19-07-23 16:44:01
-
 影响精炼成本的因素 1、提高精炼率 精炼率是影响精炼成本的最主要因素,与毛油品质、精炼的工艺、精炼的操作都有非常密切的关系。 2、降低辅料消耗 辅料包括液碱、磷酸、柠檬酸、白土、柴油,同样的油品,采用不同的操作方法,都可以达到产品的19-07-23 16:42:01
影响精炼成本的因素 1、提高精炼率 精炼率是影响精炼成本的最主要因素,与毛油品质、精炼的工艺、精炼的操作都有非常密切的关系。 2、降低辅料消耗 辅料包括液碱、磷酸、柠檬酸、白土、柴油,同样的油品,采用不同的操作方法,都可以达到产品的19-07-23 16:42:01 -
 冷却结晶是在冷却室进行的,室温0-4℃,油于70℃左右送人外涂保温层的冷却罐中,冷却时间72hr,冷却罐最终油温为 6 -10℃。降温速度开始 24 hr内,平均为2℃/h;以后24hr为0.5℃/h,最后24hr总降温度约 1-2℃。布袋19-07-23 16:40:01
冷却结晶是在冷却室进行的,室温0-4℃,油于70℃左右送人外涂保温层的冷却罐中,冷却时间72hr,冷却罐最终油温为 6 -10℃。降温速度开始 24 hr内,平均为2℃/h;以后24hr为0.5℃/h,最后24hr总降温度约 1-2℃。布袋19-07-23 16:40:01